
PEMROGRAMAN MESIN BUBUT CNC - Setelah mempelajari materi diharapkan peserta didik mampu dengan hal-hal berikut.
- 1. Peserta didik dapat menjelaskan teknik pemograman mesin bubut CNC.
- 2. Peserta didik dapat menerapkan teknik pemograman mesin bubut CNC.
- 3. Peserta didik dapat melaksanakan pemograman mesin bubut CNC.
Menerapkan Teknik Pemograman Mesin Bubut CNC
Kegiatan pembelajaran Parameter Pemotongan Mesin Frais CNC berisikan uraian pokok materi, Dasar-Dasar Program CNC dan Menulis (Membuka, Menulis, Dan Mengedit) Program CNC.

Gambar 4.1 CNC Program for All Turning
Sumber Gambar: https://int.tebis.com/pt/pt/cam/torneamento-fresagem/
A. Dasar Pembuatan Program
Pada dasarnya mesin Bubut CNC dikenal dengan dua gerakan yakni gerakan memanjang dan gerakan melintang. Informasi gerakan eretan mesin arah memanjang atau arah melintang tersebut adalah bertitik tolak dari sistem koordinat, seperti halnya yang telah kita kenal sehari-hari melalui ilmu trigonometri. Gerakan eretan arah memanjang mesin disebut dengan sumbu Z, sedangkan gerakan melintang disebut dengan sumbu X, perhatikan illustrasi pada Gambar 4.2 di bawah ini.

Gambar 4.2 Sumbu pada mesin CNC bubut
Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
Tabel 4.1 Sistem Persumbuan Mesin CNC Bubut

B. Pemahaman Sistem Koordinat
1. Coordinat Cartesian Absolute (koordinan absolut)

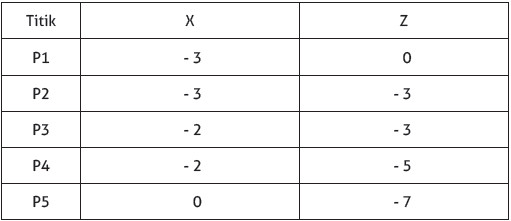
Gambar 4.3 Titik Koordinat
Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
Pembacaan koordinat absolut selalu dimulai dari titik zero reference (zero reference point) ditentukan. Dari gambar di atas maka dapat dibaca titik koordinatnya sebagai berikut.
Tabel 4.2 Pembacaan titik pergerakan pahat dengan sistem Absolute
2. Coordinat Cartesian Relative (koordinat relatif/incrimental)

Gambar 4.4 Pembacaan letak titik dengan koordinat Incremental
Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
Pembacaan koordinat Relatif/Incrimental selalu dimulai dari posisi terakhir pahat berhenti. Dari gambar di atas maka dapat dibaca titik koordinatnya sebagai berikut.
Tabel 4.3 Pembacaan Titik Pergerakan Pahat dengan Sistem Incremental

Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
C. Struktur Program
1. Karakter
Karakter adalah unit dasar dalam proses menyusun program CNC. Karakter termasuk huruf dan angka, dan tanda. Huruf yang digunakan ada 17 buah yaitu D E F G I K L M N P R S T U W X Z. Angka yang digunakan adalah:0,1,2,3,4,5,6,7,8,9. Tanda yang digunakan adalah: ; (EOB),-(negatif), dan . (desimal).
Tabel 4.4 Definisi Karakter dan Jangkauannya


Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
2. Kata
Satu kata terdiri dari satu huruf karakter dan angka, misalnya N00, X25, dan Z-100. Tiap kata harus memiliki satu huruf karakter dan angka di belakangnya. Angka 0 (nol) dapat diabaikan kalau harganya tetap sama, misalnya M03 dapat ditulis M3. Tanda positif dapat diabaikan, tetapi tanda negatif harus ada.
3. Nomer blok
Nomer blok dimulai dengan huruf N dan diikuti empat digit angka integer (bilangan bulat), boleh menggunakan nomer blok atau tidak.
4. Blok (baris)
Satu blok terdiri dari nomer blok dan beberapa kata, satu blok dapat terdiri dari 255 karakter. Nomer blok akan muncul secara otomatis, yang akan dapat diubah pada mode edit.
5. Struktur program CNC
Satu baris (blok) terdiri dari kode-kode yang terdiri dari satu atau lebih pengoperasian pemesinan secara berjajar. Sebuah program CNC terdiri dari beberapa baris program yang disusun sesuai dengan langkah-langkah proses pemesinan. Nomer baris digunakan untuk mengidentifikasi baris-baris program. Nama program (atau nama file) digunakan untuk mengidentifikasi program CNC. Setiap program CNC mempunyai satu nama dan terdiri dari beberapa baris.

D. Kode-kode pemrograman dan fungsinya
1. Kode G
Kode G didefinisikan atau diartikan sebagai kode gerakan dari mesin, yang terdiri dari huruf G diikuti dua angka seperti yang ditunjukkan pada Tabel 5.4 di bawah. Kode G untuk mesin dengan sistem kontrol GSK928TDa CNC adalah sebagai berikut.
Tabel 4.5 Kode G, Fungsi, dan Format Program


Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
2. Kode M
Sedangkan Kode M adalah kode untuk fungsi bantu. Kode M biasanya berfungsi seperti sakelar atau untuk ON/OFF spindel, coolant, atau menghentikan program. Fungsi kode M dapat dilihat pada tabel di bawah. Tabel 4.6 Kode M, Fungsi, dan Format Untuk mengakhiri suatu program dapat digunakan M2 atau M30. Kode M2 berarti program selesai. Di mana Kode M30 berarti program selesai, spindel mati (OFF), dan coolant mati (OFF).
3. Kode S dan T
Untuk Kode S adalah kode untuk menentukan banyaknya jumlah putaran spindel per menit (rpm) dengan format S.....
Misal S2000, maka spindel berputar 2000 rpm. Sedangkan kode T adalah kode untuk memanggil pahat. Pahat yang digunakan diberi nama dengan T diikuti angka posisi pahat pada tool turret dan nomer data alat potong. Misalnya: T0101, T0202, T0303,atau T0105 dsb.
Contoh:
T01 05
T01 memanggil tool turet No 01
05 mengaktifkan data offset alat potong No 05
E. Dasar-Dasar Pemrograman
1. G00, gerak cepat (Rapid Traverse) atau gerak memposisikan pahat
Format penulisan G00 adalah sebagai berikut.
N... G00 X...Z...
atau N...G00 U...W...
Gerak cepat digunakan untuk memposisikan/menempatkan pahat pada koordinat tertentu (X,Z). X berarti diameter dan Z berarti panjang. Apabila gerakan pahat diinginkan dengan koordinat incremental, maka ditulis G00
U...W....
Contoh penggunaannya dapat dilihat pada gambar dibawah ini.
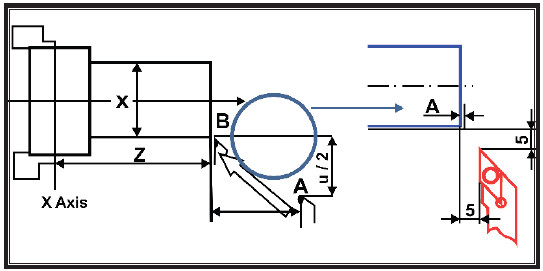
Gambar 4.5 Ilustrasi Gerakan Pemposisian G00
Sumber: Digambar oleh Penulis
Misalnya pada gambar di atas bahan memiliki diameter 50, pahat dari A (posisi diameter 100 mm, jarak dari ujung benda kerja 30 mm) menuju ke B (diameter 60 mm, jarak 5 mm dari ujung benda kerja), maka programnya adalah: G00 X 60. Z5. Apabila menggunakan koordinat incremental G00 U-20. W-25. Jika menggunakan koordinat campuran G00 U-20. Z5.
2. G01-Interpolasi Linier Gerak Sisipan Lurus
Kode G01 ini digunakan untuk proses penyayatan benda kerja dengan kecepatan terprogram (1 s.d. 499 mm/min) dengan kemungkinan melalui lintasan (penggunaan pembubutan) sebagai berikut.
N ... G01 X 0. Z ... F... (gerak memanjang mesin)
N ... G01 X... Z 0 F... (gerak melintang)
N ... G01 X... Z... F... (gerak diagonal (bubut tirus)
.jpg)
Gambar 4.6 Interpolasi Linier Gerak Sisipan Lurus (G01)
Sumber: Digambar oleh Penulis
Dari gambar di atas dapat dilihat beberapa gerakan dengan G01, yaitu gerakan melintang (A), Gerakan memanjang (B), dan gerak diagonal/pembubutan tirus (C).
Contoh pengerjaan dengan Interpolasi Linier Gerak Sisipan Lurus G01.
Gambar kerja.

Gambar 4.7 Gambar Pergeseran Pahat dengan Interpolasi G01
Sumber: Digambar oleh Penulis
Siklus pergeseran pahat: H-A-C-D-H

Keterangan gambar:
Titik H pada koordinat (X100., Z50.)
Titik A pada koordinat (X30., Z5.)
Titik B pada koordinat (X30., Z0.)
Titik C pada koordinat (X30., Z-30.)
Titik D pada koordinat (X60., Z-30.)
3. G02 dan G03, gerak interpolasi melingkar
Untuk membuat radius dalam proses pembubutan dengan mesin CNC Bubut yang digunakan adalah G02 dan G03. G02 digunakan dalam pembubutan gerak interpolasi melingkar searah jarum jam dan G03 digunakan dalam pembubutan gerak interpolasi melingkar berlawanan arah jarum jam. Contoh penggunaan G02 dan G03 adalah sebagai berikut.
a. G02, gerak interpolasi melingkar searah jarum jam
Format: G03 X...Z...R...F...
Atau G03 X...Z...I...K...F...

Gambar 4.8 Gambar Pergeseran Pahat dengan Interpolasi G02
Sumber: Digambar oleh Penulis
Siklus pergeseran pahat A-B-C-titik akhir pahat
Keterangan gambar:
Titik A pada koordinat (X5., Z5.)
Titik B pada koordinat (X5., Z0.)
Titik C pada koordinat (X15., Z-5.)
Titik akhir pahat pada koordinat (X100., Z-100.)
Program:
O0002;
N0010 T0101;
N0020 M03 S1000;
N0030 M08;
N0040 G00 X5. Z5.; .......................................... A
N0050 G01 Z0. F100 ; .............................. A B
N0060 G02 X15. Z-5. R5.; ........................ B C
Atau G02 X15. Z-5. I0. K-5.; .................... B C
N0070 G00 X100. Z100.; .......................... ke titik bebas
N0080 M30;
%
b. G03, gerak interpolasi melingkar berlawanan arah jarum jam
Format: G03 X...Z...R...F...
Atau G03 X...Z...I...K...F...
Contoh pemakanan G03:

Gambar 4.9 Gambar Pergeseran Pahat Dengan Interpolasi G03
Sumber: Digambar oleh Penulis
Siklus pergeseran pahat A-B-C-titik akhir pahat Keterangan gambar:
Titik A pada koordinat (X5., Z5.)
Titik B pada koordinat (X5., Z0.)
Titik C pada koordinat (X15., Z-5.)
Titik akhir pahat pada koordinat (X100., Z-100.)
Program:
O0002;
N0010 T0101;
N0020 M03;
N0030 M08;
N0040 G00 X5. Z5.; .......................................... A
N0050 G01 X5. Z0 F100; .................................. A B
N0060 G03 X15. Z-5. R5.; ........................ B C
Atau G03 X15. Z-5. I5. K0.; ..................... B C
N0070 G00 X100. Z100.; .......................... ke titik bebas
N0080 M30;
%
4. G71 Transverse Cutting Combined Cycle (siklus pembubutan pengasaran memanjang)
Hal yang dimaksud dari siklus pembubutan pengasaran memanjang, yaitu proses penyayatan roughing untuk bentuk kontur tertentu di mana harga kedalaman pemotongan, jarak kembali, koordinat awal, dan jumlah baris bentuk kontur ditentukan pada G71. Tiap bentuk kontur yang akan dibuat diprogram pada beberapa baris sesuai dengan L yang diperintahkan.
Format: G71 U...... R........ F.......
G71 P.... Q..... U(X)..... W(Z).....
Keterangan:
U = Kedalaman setiap penyayatan
R = Retrac/Return amount/pembebasan pahat setelah satu kali pemakanan
P = Nomer block/baris dimulainya siklus
Q = Nomor block/baris berakhirnya siklus
U = Penyisaan pemotongan untuk proses finishing pada sumbu X (nilai tebal sayatan)
W = Penyisaan pemotongan untuk proses finishing pada sumbu Z
F = Kecepatan pemotongan

Gambar 4.10 Gambar Pergeseran Pahat Dengan Interpolasi G71
Sumber: Digambar oleh Penulis
Dari gambar di atas dapat dibuat program dengan menggunakan G71 sebagai berikut.

5. G70 Fine Cutting Combined Cycle (siklus untuk penyayatan finishing)
Penerapan fungsi G70 adalah digunakan untuk pemakan finishing setelah proses G71. Untuk memperoleh hasil yang lebih optimal, maka pahat yang digunakan adalah menggunakan pahat finishing.
Format: G70 P.... Q....

Keterangan:
P = Nomer block/baris dimulainya siklus
Q = Nomor block/baris berakhirnya siklus Untuk mempermudah pemahaman dalam penerapan fungsi G70, maka kita lanjutkan pengerjaan dari contoh G71:
6. G75 X-axis pecking groove cycle
Ketika ingin melakukan pembubutan alur yang lebih besar dari pahat alur yang digunakan maka digunakan fungsi G75.
Format:
G75 R.......
G75 X...... Z........ P........ Q........ F.........

Gambar 4.11 Gambar Pergeseran Pahat Dengan Interpolasi G75
Sumber: Digambar oleh Penulis
Keterangan:
R : Retrac/Return amount/pembebasan pahat setelah satu kali pemakanan
X : Koordinat akhir (end point) pada sumbu X
Z : Koordinat akhir (end point) pada sumbu Z
P : Pergeseran pemakanan setiap satu langkah terhadap sumbu X (cutting depth each time at X direction) dituliskan dengan 000 dibelakangnya dan tanpa menggunakan titik. Misal kedalaman pemakanan 1 mm makan ditulis P1000 (satuan mikron).
Q : Pergeseran pemakanan setiap satu langkah terhadap sumbu Z (cutting depth each time at Z direction) dituliskan dengan 000 dibelakangnya dan tanpa menggunakan titik. Misal kedalaman pemakanan 5 mm makan ditulis Q5000
F : Kecepatan pemotongan
Contoh pembuatan program dari gambar di atas adalah sebagai berikut.

Program:
O0005;
N0010 T0303;
N0020 M03 S400;
N0030 M08;
N0040 G00 X55. Z-16;
N0050 G75 R1. F10;
N0060 G75 X30. Z-40. P1000 Q5000 ;
N0070 G00 X100. Z100.;
N0040 M30;
%
7. G92 Tread automatic circular cutti (pembuatan ulir otomatis/satu blok satu siklus)
Dalam pembuatan ulir dengan menggunakan mesin bubut CNC dapat dilakukan dengan membuat program sebagai berikut.
G92 X(U)........ Z(W)........ F.........

Gambar 4.12 Gambar Pergeseran Pahat dengan Interpolasi G92
Sumber: Digambar oleh Penulis
Keterangan:
X : Posisi koordinat X pada diameter minor, cara menghitungnya adalah diameter mayor dikurangi 2 kali tinggi ulir.
Z : Z adalah posisi panjang ulir ditambah dengan panjang bebas pahat agar ulir terakhir dapat terbentuk sempurna. Tetapi harus di ingat jangan sampai punggung pahat mengenai benda kerja.
F : Specify the lead (kisar ulir)
Program dari gambar di atas.

Tabel 4.7 Penyayatan Pembubutan Ulir (Thread Cutting Table)
.jpg)
F. Membuka, Menulis, dan Mengedit Program CNC
Untuk membuka program, menulis, dan mengubah serta menghapus program CNC dilakukan pada mode EDIT. Hal ini dapat dilakukan dengan berbagai macam cara. Sebagai berikut.
1. Membuka program yang tersimpan di memori
Pada setiap mesin bubut CNC sudah terdapat beberapa program CNC yang tersimpan di dalam memori sehubungan dengan itu untuk memanggil atau membuka program CNC tersebut dengan langkah-langkah berikut ini.
a. Tekan tombol EDIT.
b. Tekan PROG.
c. Tulis no program yang akan dipanggil, atau cari program yang akan dicari pada directory.
d. Tekan tombol , maka pada layar akan tampil program.
2. Menulis program baru
Suatu Program CNC yang direncanakan untuk diisikan pada mesin, sebelum ditulis diberi nama terlebih dahulu, kemudian melakukan langkah-langkahnya adalah sebagai berikut,
a. Tekan tomol EDIT.
b. Tekan Tombol PRG.
c. Tulis no program baru yang akan ditulis (O5000).
d. Tekan tombol EOB, sehingga di layar tampil nama program, dan N0010 .
e. Mulai menulis program di sebelah kanan N0010 dengan menggunakan papan ketik yang tersedia di panel kontrol mesin.

Gambar 4.13 Panel Kontrol
Sumber: Manual Book CNC Bubut GSK 980TDa, 2007
Arti tombol untuk mengetik adalah sebagai berikut.
a. Tombol yang tertulis satu huruf atau satu angka berfungsi sesuai dengan huruf atau angka yang tertera, misalnya: G,M,X,Z,S,T,F, 0-9, (.), dan (-).
b. Tombol yang tertulis dua huruf, misalnya U/, WE, IP,KN, DL, berfungsi untuk menulis kedua huruf tersebut. Apabila tombol ditekan satu kali yang muncul huruf yang pertama, apabila ditekan dua kali maka huruf yang kedua yang muncul.
c. Spasi untuk menulisan antar kata dapat diberi atau tidak(˽), lihat contoh program di atas.
d. Sesudah menulis satu baris (blok) diakhiri dengan menekan tombol EOB, maka akan muncul N berikutnya dengan jarak nomer biasanya 10.
e. Program CNC diakhiri dengan M2 atau M30, dan program yang telah ditulis akan tersimpan di memori mesin.
3. Menghapus program CNC
Program CNC yang tidak digunakan dapat dihapus dari memori mesin dengan langkah sebagai berikut.
a. Tekan tombol EDIT.
b. Tekan tombol PROG.
c. Tulis nomor program yang dihapus (misal 05).
d. Tekan DEL.
G. Menghubungan mesin CNC dengan komputer (PC)
Untuk memindah atau mentransfer program CNC Program CNC yang ditulis di mesin CNC dapat dikirim ke mesin CNC yang lain atau ke komputer. Kondisi sebaliknya program CNC yang dibuat di komputer (PC) dengan menggunakan program CAM (Computer Aided Machining) dapat dikirim ke mesin CNC melalui kabel data RS 232. Perangkat lunak yang digunakan pada komputer adalah GSKTR. EXE, GSKTR.TXT, dan QE.EXE. Perangkat lunak dan kabel komunikasi ini disertakan oleh produsen mesin pada waktu mesin dikirim atau dapat di buat sendiri.
1. Memindah atau Mentransfer program CNC dari mesin CNC ke komputer
Langkah-langkah dalam memindah atau mentransfer program CNC dari mesin CNC ke komputer adalah sebagai berikut.
a. Sambungkan kabel komunikasi (data) antara sistem CNC dengan komputer pada kondisi mesin OFF.
b. Sesudah mesin CNC dihidupkan, pilih mode EDIT.
c. Buka program yang akan ditransfer, tekan W sehingga pada sistem CNC muncul tulisan READY TO SEND.
d. Posisikan perangkat lunak di komputer pada posisi menerima (RECEIVING).
e. Sesudah komputer siap, kemudian tekan tombol ENTER pada mesin CNC, maka program akan dikirim ke komputer.
f. Sesudah proses mengirim selesai akan tampin tulisan DONE. Kemudian tekan sebarang tombol untuk kembali ke mode EDIT.
Mentransfer program CNC dari komputer ke mesin CNC
Langkah-langkah dalam mentransfer program CNC dari komputer ke mesin CNC adalah sebagai berikut.
a. Sambungkan kabel komunikasi pada posisi mesin OFF.
b. Sesudah mesin dihidupkan, pilih mode EDIT.
c. Tekan tombol R, sehingga pada mesin CNC akan muncul tulisan READY TO RECEIVE.
d. Posisikan perangkat lunak di komputer pada posisi output, dan memasukkan nama programnya.
e. Sesudah sistem siap tekan tombol ENTER. Sehingga program yang dipilih akan terkirim, sesudah program selesai terkirim akan muncul tulisan DONE.
f. Sesudah selesai mesin pada mode EDIT lagi.
LEMBAR PRAKTIKUM
Judul
Pemrograman Dasar 1 Mesin Bubut CNC
Tujuan
Peserta didik dapat menjelaskan dan menerapkan teknik pemrograman yang digunakan pada mesin bubut CNC.
Alat dan Bahan
1. Alat
Alat yang digunakan berupa satu unit mesin bubut CNC dengan kontrol GSK 980TDa
2. Bahan
Aluminium Ø24.5mm x 45mm
K3
1. Peserta didik wajib menggunakan pakain kerja (wearpack).
2. Peserta didik wajib menggunkan sepatu safety.
3. Peserta didik wajib menggunakan pelindung mata.
4. Peserta didik bekerja dengan aman.
5. Periksa kondisi mesin yang akan digunakan!
6. Bertanyalah pada instruktor/pembimbing jika ada hal-hal yang tidak dimengerti dalam melaksanakan pekerjaan!
7. Bersihkan alat dan tempat kerja setelah selesai bekerja!
Langkah Kerja
1. Pelajari terlebih dahulu petunjuk praktikum!
2. Siapkan alat dan bahan yang akan digunakan selama praktikum!
3. Ikuti petunjuk mengerjakan praktikum!
4. Kerjakan praktikum sesuai dengan Jobsheet/Lembar kerja yang diberikan!
5. Periksa kembali perkerjaan dengan seksama sebelum hasil pekerjaan diserahkan/dikumpulkan!
Lembar kerja

Perhatikan gambar benda kerja di atas, tuliskan program untuk membuat benda kerja di atas benda kerja yang disediakan Ø24.5mm x 45mm! Untuk mempermudah memahami uraian materi di atas, maka berikut ini disajikan contoh-contoh soal beserta pembahasannya.
Contoh soal 1:
Perhatikan gambar di bawah ini!

Buatlah program dari gambar di atas!
Jawaban:
Program:
O0001;
T0101;
M03 S1800 ;
M08;
G00 X30. Z2.;
G01 Z-10. F0.15;
X40. Z-35.;
X50.;
Z-47.;
X57.;
G00 X100. Z100.;
M30;
%
Contoh soal 2:
Perhatikan gambar di bawah ini!

Buatlah program dari gambar di atas!
Jawaban:
Program:
O0002;
G00 G97 S1800 T0101;
M03 M08;
X18. Z2.;
G01 Z0. F0.16;
G02 X20. Z-1.0 R1.0;
G01 Z-27.;
G03 X26. Z-30. R3.;
G01 X50.;
G02 X60. Z-35. R5.;
G01 Z-60;
X72.;
G00 X100. Z100.;
M30;
CAKRAWALA
Banyak software yang digunakan untuk proses CAD/CAM. Salah satunya adalah Mastercam yang merupakan software yang digunakan untuk menggambarkan atau merencanakan proses permesinan secara virtual melalui layar komputer. Hasil perencanaan proses permesinan tersebut selanjutnya digunakan sebagai pedoman pada pemrograman mesin CNC (computer numerical controlled). Mastercam dikembangkan di Massachusetts pada tahun 1983.
Perusahaan yang mengembangkan Mastercam adalah CNC Software, Inc. yang merupakan salah satu dari beberapa pengembang software PC berbasis computer aided design/computer aided manufacturing tertua. CNC Software, Inc. sekarang ini berlokasi di Tolland, Connecticut. Saat ini Mastercam berkembang luas dan sering digunakan baik di dunia industri maupun dunia pendidikan.
Mastercam mendukung berbagai macam jenis mesin. Berikut produk-produk dari Mastercam, Design, untuk membuat bentuk 3D wireframe, pengukuran, serta importing dan exporting file-file CAD nonmastercam seperti AutoCAD, SolidWorks, Solid Edge, Inventor, Parasolid, dll. Mill, untuk pengerjaan frais. Pengerjaan frais yang dapat dilakukan seperti pocketing, kontur, pengeboran, dll.
Pengefraisan dapat dilakukan hingga lima sumbu. Lathe, untuk pengerjaan bubut. Wire, untuk membuat wirepath baik 2-sumbu maupun 4-sumbu. Art, untuk merancang desain 3D dengan cepat serta mampu mengonversi 2D artwork menjadi bentuk yang machinable (mampu dikerjakan dengan permesinan). Router.
RANGKUMAN

1. Pemahaman Sistem Koordinat
a. Coordinat Cartesian Absolute (koordinan absolut)
b. Coordinat Cartesian Relative (koordinat relatif/incrimental)
2. Struktur Program
a. Karakter
b. Kata
c. Nomer blok
d. Blok (baris)
e. Struktur program CNC
3. Kode-kode pemrograman dan fungsinya
a. Kode G
b. Kode M
c. Kode S dan T
4. Dasar-dasar pemrograman
a. G0, gerak cepat (Rapid Traverse) atau gerak memposisikan pahat
b. G01-Interpolasi Linier Gerak Sisipan Lurus
c. G02, gerak interpolasi melingkar searah jarum jam
1) G02, gerak interpolasi melingkar searah jarum jam
2) G03, gerak interpolasi melingkar berlawanan arah jarum jam
d. G71 Transverse Cutting Combined Cycle (siklus pembubutan pengasaran memanjang)
e. G70 Fine Cutting Combined Cycle (siklus untuk penyayatan finishing)
f. G75 X-axis pecking groove cycle (siklus pembuatan alur)
g. G92 Tread automatic circular cutti (pembuatan ulir otomatis/satu blok sekali siklus)
Diatas merupakan materi menerapkan teknik pemograman mesin bubut CNC yang bisa kami jelaskan dengan singkat. Semoga bisa membantu belajar.