
Kompetensi Dasar 3.6 Menerapkan aturan-aturan dan cara-cara pemberian simbol pengerjaan gambar konstruksi dengan judul muatan pelajaran SIMBOL PENGERJAAN PADA GAMBAR KONSTRUKSI
Setelah mempelajari materi ini, peserta didik dapat menentukan pemberian simbol pengerjaan gambar konstruksi dengan benar.
A. Simbol Pengerjaan dalam Gambar Konstruksi Versi lama dan Versi Baru
B. Pemberian Simbol Pengerjaan pada Gambar Konstruksi
 |
| Gambar 7.1 Demonstrasi Suaian Presisi dari dua buah baja |
Pengetahuan tentang simbol pengerjaan pada gambar konstruksi sangat dibutuhkan, terlebih seiring dengan berkembangnya teknologi di dunia industri manufaktur.
Menerapkan Aturan-Aturan dan Cara-Cara Pemberian Simbol Pengerjaan Gambar Konstruksi
 |
| Gambar 7.2 Detail poros lengkap dengan simbol pengerjaan pada gambar konstruksi |
Praktik pemberian simbol pengerjaan gambar konstruksi sangat penting dalam menggambar teknik, karena memuat berbagai informasi praktis tentang proses pengerjaan mulai dari metode pengerjaan sampai dengan tuntuan kualitas suatu produk.
Seperti pembuatan desain spare part poros seperti pada gambar 7.1 tentang demonstrasi suaian presisi dan gambar 7.2 tentang gambar detail poros lengkap dengan simbol pengerjaan pada gambar konstruksi, perlu dipikirkan pada bagian tertentu yang memerlukan perlakuan khusus sehingga bisa memenuhi kriteria fungsional kerja ketika dirakit dengan bagian lainnya.
Pada bagian khusus tersebut biasanya akan diberikan tanda khusus seperti tingkat kekasaran permukaan, toleransi bentuk dan posisi, dan toleransi dimensi mulai dari standar umum, khusus, atau ISO.
Seorang juru gambar harus memiliki wawasan yang luas tentang macam-macam pola objek yang akan digambarnya, termasuk pemberian solusi melalui pemilihan dan penempatan simbol pengerjaan pada tiap gambar yang dibuat sesuai dengan proses manufakturnya.
Ketidakmampuan juru gambar dalam penyajian gambar sesuai dengan pola standar, dalam penempatan simbol akan mengakibatkan kesalahan desain yang berujung pada tidak terpenuhinya prasarat fungsional objek yang akan dibuat.
Hal lain yang perlu dimengerti dalam standar pemberian simbol pengerjaan gambar konstruksi gambar harus dipenuhi, karena gambar teknik sendiri merupakan bahasa universal dimana setiap informasi yang disajikan harus bisa dengan mudah dipahami oleh para operator dalam melakukan proses produksi. Pemberian simbol pengerjaan gambar konstruksi harus dapat memenuhi syarat seperti di bawah ini yakni :
- Tidak memiliki pemahaman ganda dan harus memiliki pengertian makna yang jelas. Setiap permintaan dalam gambar harus memiliki kejelasan yang pasti. Hal ini akan mempermudah setiap orang dalam memahami permintaan atau tuntutan teknis gambar tersebut. Setiap penyimpangan yang diizinkan dalam range tertentu bisa disebut sebagai batas penyimpangan.
- Lengkap : Gambar teknik harus memperlihatkan kondisi sesungguhnya dari model benda yang disajikan berikut dengan fungsinya. Gambar harus memuat informasi secara lengkap untuk memenuhi semua tuntutan, seperti contoh proses produksi dari sebuah benda untuk inspeksi sesuai dengan spesifikasi benda yang akan dicek. (ISO 8015)
- Kebebasan dalam memberikan ukuran. Setiap prasyarat dalam pengukuran geometri atau pengukuran berkaitan dengan geometri lain dapat dilakukan secara bebas sesuai dengan permintaan gambar
- Kebebasan dalam memilih bahasa dalam penyajian gambar
- Standar yang digunakan harus dinyatakan dalam gambar sebagai acuan dalam penyajian gambar. Contoh aplikasi pencantuman standar dalam kepala gambar dalam konteks General tolerance ISO 2768-mK.
A. Simbol Pengerjaan dalam Gambar Konstruksi
1. Penggunaan simbol pengerjaan untuk mengidentifikasi tingkat
2. Kekasaran permukaan (Ra)dalam satauan µm pada versi terdahulu menggunakan istilah simbol lalu berubah menjadi kode N sebagai penanda tingkat kekasaran (ISO 1302:1997) Pa, hal ini disajikan pada tabel di bawah ini:
Tabel 7.1 Simbol kekasaran permukaan versi lama

Pada tabel di atas (tabel 7.1) adalah sebagian pola lama penyajian simbol kualitas permukaan dalam standar baku menurut ISO. Standar penyajian simbol kekasaran permukaan yang terbaru menurut ISO 1302:2002 (E) secara lengkap dapat dilihat dalam tabel dibawah ini :
Tabel 7.2 Perubahan standar ISO 1302 dalam penyajian simbol kualitas permukaan dari versi lama ke versi 2001
%20).jpg)
3. Sistem penulisan simbol pengerjaan / tanda kekasaran permukaan versi lama telah diganti dengan sistem penulisan yang baru sesuai dengan ISO 1302:2002 (E) yang mencakup antara lain kekasaran permukaan dan arah bekas pengerjaan.
Hal ini berdampak pada perencanaan suatu elemen mesin karena berhubungan dengan gesekan, keausan, pelumasan, tahanan, kelelahan, kerekatan suaian, dan sebagainya. Konfigurasi permukaan sebuah objek harus dinyatakan perencana dalam gambar sesuai standar untuk memenuhi spesifikasi fungsionalnya.
Kekasaran permukaan adalah penyimpangan ratarata aritmetik dari garis rata-rata profil, hal ini bisa disebut sebagai nilai kekasaran (Ra) sedangkan banyaknya gelombang permukaan dalam suatu panjang pada sebuah bidang permukaan disebut sebagai tingkat gelombang (Rz = Waviness).
Berikut ini adalah penjabaran yang lebih detail tentang tingkat kekasaran sesuai standar yang baru (ISO 1302:2002 (E)) :
a. Simbol Grafis untuk mengidentifikasi kualitas permukaan.
1) Penyajian simbol grafis dasar
Dasar penyajian simbol secara grafis dinyatakan dengan dua garis lurus yang saling bertolak belakang dengan berbeda panjangnya menyudut sebesar 60° yang saling berpotongan menempel pada garis untuk menunjukkan kualitas permukaan bidang tersebut, hal ini seperti disajikan pada gambar 7.3 di bawah ini.
 |
| (Gambar 7.3 Basic graphical symbol for surface texture |
Simbol dasar diatas ketika digunakan berarti tidak ada petunjuk yang mengijinkan atau melarang pengerjaan pada bidang tersebut dalam mencapai kualitas permukaan. Jika terdapat petunjuk pengerjaan permukaan bidang seperti contoh melalui proses pemesinan maka diperlukan tambahan garis lurus pada simbol dasar, hal ini disajikan pada gambar 7.4 di bawah ini.
 |
| Gambar 7.4 Simbol bagian permukaan yang dilakukan proses pengerjaan |
Jika pada permukaan sebuah benda tidak diijinkan untuk dilakukan proses pengerjaan sama sekali maka simbol yang digunakan adalah dengan menambahkan lingkaran pada simbol dasar , hal ini disajikan pada gambar 7.5 di bawah ini.
b. Penyajian simbol grafis secara lengkap
Dalam melengkapi persyaratan kualitas permukaan sesuai dengan karakteristik proses pengerjaannya maka perlu ditambahkan secara horisontal garis lurus pada garis yang panjang. Hal ini bisa diaplikasikan pada model gambar 7.3, 7.4, 7.5. Seperti yang disajikan pada gambar 7.6 di bawah ini.
| Gambar 7.6 Simbol grafis disajikan secara lengkap |
c. Representasi simbol kekasaran permukaan
Spesifikasi ukuran dalam menyajikan simbol secara lengkap sesuai dalam Tabel 7.1 dan akan ditunjukkan melalui gambar 7.7 di bawah ini. Tabel 7.3 Standar spesifikasi simbol geometri tingkat kekasaran permukaan
| Tinggi huruf (h) dalam satuan mm | Kelemahan | Ketebalan garis | Tinggi 1 (H1) | Tinggi 2 (H2) |
|---|---|---|---|---|
| 3,5 | 0.35 | 5 | 11 | .... |
| 5 | 0.5 | 7 | 15 | .... |
| 7 | 0.7 | 10 | 21 | .... |
| 10 | 1 | 14 | 30 | .... |
 |
| Gambar 7.7 Spesifikasi penyajian simbol geometri secara lengkap |
d. Simbol untuk bagian permukaan pada sebuah benda
Ketika seluruh permukaan pada sebuah benda memiliki satu syarat tingkat kekasaran yang sama maka simbol yang dipakai adalah simbol kekasaran dasar dengan ditambahkan lingkaran pada simbol grafisnya. Simbol tersebut disajikan pada gambar 7.8 seperti di bawah ini.
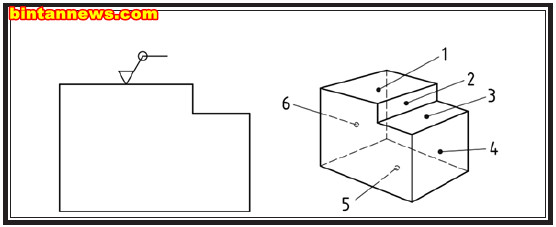 |
| Gambar 7.8 Penyajian simbol permukaan untuk seluruh sisi bagian benda pada pandangan terpampang yang ada pada benda kerja sehingga bagian bawah dan sisi belakang tidak termasuk dalam syarat pengerjaan) |
4. Penyajian simbol lengkap dengan persyaratan tambahan
Untuk menanggulangi ketidakjelasan informasi dalam mendefinisikan kualitas permukaan, maka penting adanya tambahan informasi. Hal wajib yang harus disajikan dalam simbol kualitas permukaan adalah simbol :
- Ukuran tingkat kekasaran yang diminta, dalam numerik yang jelas
- Ukuran tingkat kekasaran bidang berikutnya jika hal ini memang diperlukan
- Metoda manufaktur, perlakuan khusus (threatment), pelapisan (coating)
- Persyaratan tipikal arah alur permukaan hasil pengerjaan benda kerja
- Kelonggaran yang dibuat untuk proses pemesinan berikutnya
- Nilai kekasaran lain jika diperlukan
Keterangan syarat penyajian simbol kualitas permukaan di atas dapat lebih jelas dipahami dengan melihat gambar 7.9 di bawah ini.
 |
| Gambar 7.9 Penampang yang dipotong untuk pengamatan tekstur kekasaran |
5. Menganalisis simbol kualitas permukaan.
Pada beberapa permukaan bagian benda kerja terdapat perbedaan kualitas permukaan, tingkat kekasaran permukaan benda tersebut perlu didefinisikan dan dicek untuk mengetahui tingkat kekasaran (roughness profile) dalam gelombang pendek (short waves) dan tingkat kerataan (waviness profile) pada gelombang pendek (short waves), penjelasan tentang tingkat kekasaran akan dibahas pada sub bab berikutnya.
6. Patokan kualitas permukaan.
Pada bagian permukaan dengan metode pemotongan seperti pada gambar 7.9 dapat dilakukan analisais tingkat kehalusan yang disimbolkan Ra dan Rz lihat gambar gambar 7.10.
 |
| Gambar 7.10 Penyajian simbol kualitas permukaan) |
 |
| Gambar 7.11 Hasil proyeksi tekstur penampang benda kerja jika diperbesar |
Dasar penentuan tingkat kehalusan permukaan adalah rata – rata kekasaran Permukaan. Hal ini dapat diamati pada gambar di bawah ini terdapat garis yang menengahi Rz sehingga membagi menjadi dua bagian sama besar yakni Zp dan Zy sepanjang benda uji sepanjang Lr.
Besar tingkat kekasaran Ra sendiri merupakan bagian dari baris aritmatika dari pemantulan profil kekasaran terhadap garis tengah yang ditunjukkan pada simbol sebagai simbol dari kekasaran benda dengan acuan garis tengah.
Total kekasaran secara keseluruhan disimbolkan dengan Rz dimana merupakan penjumlahan dari Zp dan Zv. Di bawah ini akan disajikan perbandingan tingkat kekasaran Ra secara lengkap sesuai dengan ISO 1302 : 1992 sebagai pedoman penggolongan tingkat kekasaran dalam tabel
Tabel 7.4 Standar perbandingan nilai Ra / tingkat kekasaran permukaan

B. Pemberian Simbol Pengerjaan pada Gambar Konstruksi
1. Prinsip pemberian simbol pengerjaan secara umum
Dasar aturan dalam menyajikan simbol pengerjaan legkap dengan informasi harus sesuai dengan arah yang baku agar gambar kerja dapat mudah dibaca dari segala arah. Hal ini sesuai dengan standar ISO 129-1, Pencantuman
simbol versi lama masih menggunakan kode N sebagai kriteria kualitas permukaan yang dipersyaratkan telah berubah dengan mencantumkan tingkat kekasaran (Ra) atau kerataan permukaan (Rz) sesuai kriteria yang terbaru.
 |
| Arah pembacaan simbol pengerjaan |
 |
| Gambar 7.11 Standar penyajian simbol pengerjaan yang sesuai dengan arah pembacaan |
Contoh aplikasi pemberian simbol yang terbaru bisa dilihat pada gambar 7.11 di bawah ini.
- Arah pembacaan simbol pengerjaan
- Simbol pengerjaan untuk menerangkan tuntutan permukaan
Bila sebuah pengerjaan spesifik pada benda untuk mencapai kualitas permukaan yang diingikan, maka dapat mencantumkan contoh proses semisal milling atau bubut tersebut pada tanda pengerjaan dengan katakata semisal milled untuk pross milling , turned untuk bubut. Hal ini seperti disajikan pada gambar 7.12 di bawah ini.
 |
| Gambar 7.12 Cara penyajian alternatif menurut ISO dengan menggunakan acuan garis dan anak panah |
2. Pemberian simbol pengerjaan di dalam garis ukuran
Pemberian simbol dalam garis ukuran dimungkinkan karena tidak menimbulkan sesalahan interpretasi dalam gambar. Hal ini dapat dilihat pada gambar 7.13 di bawah ini
 |
| Gambar 7.13 Cara penyajian simbol pengerjaan dalam garis ukuran |
3. Pemberian simbol pengerjaan di dalam toleransi geometri
Simbol pengerjaan dapat disajikan pada bagian atas dari simbol toleransi geometri, hal ini sesuai dengan ISO 1101 yang ditunjukkan pada gambar 7.14 di bawah ini
 |
| Gambar 7.14 Cara penyajian simbol pengerjaan yang terintegrasi dengan toleransi geometri |
4. Pemberian simbol pengerjaan di garis tarik pengukuran
Simbol pengerjaan memungkikan untuk dicantumkan di garis tarik pengukuran beda kerja atau di tunjukkan dengan menggunkan anak panah seperti pada gambar 7.15 dan 7.16 di bawah ini
 |
| Gambar 7.15 Penyajian simbol pengerjaan pada garis tarik pengukuran benda kerja berbentuk silindris |
 |
| Gambar 7.16 Penyajian simbol pengerjaan pada garis tarik pengukuran benda kerja silindirs dan prismatis |
C. Penyederhanaan pemberian simbol pengerjaan
Dalam penggambaran yang kompleks perlu dilakukan penyederhanaan agar penyajian informasi dalam gambar dapat lebih efektif dan dapat memaksimalkan area media gambar. Hal – hal tentang penyederhanaan simbol pengerjaan gambar akan dijabarkan di bawah ini :
1. Pemberian simbol pengerjaan pada penampang dengan tipikal yang sama.
Dalam pemberian simbol pengerjaan dengan tipikal yang sama pada banyak bidang dapat dilakukan penyederhanaan dalam penyajiannya yakni mencantumkan simbol tersebut pada kepala gambar. Secara standar penyajian simbol tersebut mengikuti aturan sebagai berikut :
a. Simbol dasar disajian dalam tanda kurung tanpa indikasi lain , lihat gambar
 |
| Gambar 7.17 Penyajian penyederhanaan simbol tekstur permukaan untuk persyaratan yang sama pada bidang benda |
b. Persyaratan tekstur permukaan yang menyimpang khusus atau persyaratan dalam tanda kurung, untuk menunjukkan persyaratan yang menyimpang dari persyaratan tekstur permukaan umum, lihat gambar 7.18
 |
| Gambar 7.18 Penyajian penyederhanaan simbol tekstur permukaan untuk persyaratan kualitas permukaan tercantum |
2. Persyaratan umum pada banyak permukaan
Untuk menghindari pengulangan indikasi yang perlu dan rumit secara berulang kali, atau keterbatasan sela area gambar pada media , atau pencantuman tekstur permukaan yang sama yang diperlukan pada sejumlah besar permukaan benda kerja, indikasi referensi penyederhanaan gambar dapat dilakukan sebagai berikut.
a. Pencantuman simbol grafis dengan kode huruf
Indikasi referensi yang disederhanakan dapat digunakan pada permukaan, dengan syarat maknanya sudah dijelaskan di dekat benda kerja yang dimaksud, di dekat blok judul atau di ruang yang dikhususkan untuk catatan umum, lihat gambar 7.19.
 |
| Gambar 7.19 Indikasi referensi jika ruang gambar minimal |
b. Pencantuman indikasi dengan simbol grafis tersendiri
Simbol grafis yang sesuai ditunjukkan pada Gambar 7.3, 7.4 atau 7.5 dapat digunakan pada permukaan yang sesuai dan makna yang diberikan pada gambar seperti yang ditunjukkan pada Gambar 7.20 hingga 7.22 seperti pada gambar di bawah ini
 |
| Gambar 7.20 Penyederhanaan simbol permukaan dengan proses pembuatan yang tidak ditentukan |
 |
| Gambar 7.21 Penyederhanaan simbol permukaan dengan syarat proses penyayatan benda |
 |
| Gambar 7.22 Penyederhanaan simbol permukaan tanpa proses penyayatan benda |
D. Identifikasi proses manufaktur secara kompleks (dua atau lebih metoda)
1. Identifikasi diperlukan dalam mendefinisikan tekstur permukaan sebelum dan sesudah proses pengerjaan, hal ini akan dijelaskan melalui gambar 7.23 di bawah ini
 |
| Gambar 7.23 Identifikasi prasarat tekstur permukaan sebelum dan sesudah dikerjakan (dengan tambahan proses pelapisan) |
2. Arah alur hasil pengerjaan permukaan benda dapat disajikan dalam simbol yang tertera pada tabel 7.3 di bawah ini :
Tabel 7.5 Identifikasi alur permukaan
| SIMBOL | Identifikasi Penggunaan | Contoh Aplikasi |
|---|---|---|
| 3,5 | Alur sejajar dengan bidang proyeksi tampilan dimana simbol digunakan | 5 |
| 5 | Alur tegak lurus ke bidang proyeksi tampilan di mana simbol digunakan | 7 |
| 7 | Alur dilintasi dua arah miring relatif terhadap bidang proyeksi pandangan di mana simbol tersebut digunakan | 10 |
| 10 | Alur berbagai arah | 14 |
| 3,5 | Alur melingkar dengan acuan relatif menuju ke pusat permukaan sebagai simbol | 5 |
| 3,5 | Alur melingkar dengan acuan radial relatif ke pusat permukaan sebagai simbol | 5 |
| 3,5 | Permukaan adalah partikulat, nondirectional, atau menonjol | 5 |
| Jika diperlukan untuk menentukan pola permukaan yang tidak didefinisikan dengan jelas oleh simbol-simbol ini, identifikasi alur permukaan ini dapat tercapai dengan penambahan catatan yang cocok dalam gambar. |
3. Identifikasi kelonggaran pengerjaan
Kelonggaran pemesinan umumnya ditunjukkan hanya dalam kasus-kasus di mana lebih banyak tahapan proses ditunjukkan dalam gambar yang sama. Kelonggaran pemesinan ditemukan (mis. pada gambar gips mentah dan benda setengah jadi dengan benda kerja terakhir ditampilkan di benda awal sebelum proses ).
Indikasi kelonggaran pemesinan oleh simbol yang ditentukan tidak berlaku untuk indikasi tekstual.
Ketika kelonggaran ukuran dalam pemesinan diindikasikan perlu, memungkinkan untuk gambar tersebut diberikan simbol yang lengkap untuk menunjukkan besarnya kelonggaran pemesinan tersebut akan dibuat. Informasi ini dapat disajikan pada bagian lurus simbol pengerjaan, lihat gambar 7.24 di bawah ini !
 |
| Gambar 7.24 Penyajian simbol kelonggaran pemesinan untuk benda yang telah jadi. (Permintaan kelonggaran pemesinan dengan nominal 3mm untuk semua sisi) |
E. CAKRAWALA
Alat pengukur tingkat kekasaran permukaan secara manual secara sederhana adalah membandingkan permukaan benda dengan profil standar Rugotest atau dengan komputasi menggunakan alat yang lebih modern seperti disajikan pada bagian bawah ini.
1. Rugotest .
 |
| Gambar 7.24 Rugotest |
2. Komputasi numerikal untuk mengetahui kualitas permukaan sebuah benda.
F. RANGKUMAN
1. Pemberian simbol proses pengerjaan dari tahun ke tahun mengalami penyesuaian yakni awalnya mengunakan simbol segitiga lalu direvisi sehingga menggunakan kode N untuk meggolongkan tingkat kekasaran permukaan benda dan yang terbaru adalah dengan cara mencantumkan secara langsung tingkat kekasaran permukaan benda (Ra) juga dapat menambahkan kriteria gelombang permukaan (Rz) yang dipersyaratkan dalam permukaan benda tersebut pada satu simbol standar yakni dalam ISO 1302:2002 (E).
2. Sebagai prinsip, persyaratan tekstur permukaan pada gambar teknik harus terdiri dari setidaknya satu dari simbol ditunjukkan pada Gambar 7.3, 7.4, 7.5, 7.6, dan 7.8 dan anotasi tambahan yang relevan yang dijelaskan dalam berbagai penjelasan pada bab diatas.
3. Simbol grafis yang digunakan hanya memiliki makna sebagai persyaratan tekstur permukaan yang ditunjuk.
4. Identifikasi permukaan harus diterakan dalam gambar pada keadaan benda kerja hasil porses yang telah selesai sesuai dengan proses manufakturnya, dengan mempertimbangkan proses pemotongan material melalui pemesinan atau dengan cara lain.
REFLEKSI
Setelah mempelajari kegiatan tersebut, peserta didik akan mendapat pengalaman baru dalam hal pemberian simbol pengerjaan pada gambar konstruksi dengan memperhatikan proses manufaktur yang sesuai untuk memenuhi persyaratan kualitas permukaan benda, dengan mengacu pada panduan standar ISO versi 1302:2002 (E).
Hal ini penting bagi peserta didik mengetahui dan merefleksikan hal apa saja yang telah diperoleh setelah melakukan rangkaian kegiatan pada bab ini melalui pertanyaan di bawah ini :
1. Jelaskan yang dimaksud dengan kualitas permukaan dalam pengerjaan manufaktur !
2. Mengapa kualitas permukaan perlu dilakukan penelitian dan distandarkan secara internasional?
3. Bagaimana kriteria suatu permukaan benda itu dapat dikatakan halus?
4. Bagaimanakah cara untuk melakukan identifikasi kesesuaian kriteria permukaan dengan tuntutan simbol pada gambar?
5. Apakah pemberian simbol pengerjaan pada gambar berdampak pada hasil benda? Jelaskan!
Demikian materi untuk KD Menerapkan aturan-aturan dan cara-cara pemberian simbol pengerjaan gambar konstruksi ini kami susun. Semoga bisa bermanfaat.